


以下是:咸阳市武功县可定制的异型钢管品牌厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 的异型钢管品牌供应范围覆盖陕西省、咸阳市、武功县、秦都区、杨陵区、渭城区、三原县、泾阳县、乾县、礼泉县、永寿县、彬县、长武县、旬邑县、淳化县、兴平市等区域。 【亚华】为客户提供多样化产品,包括礼泉无缝钢管精选好货、旬邑无缝钢管专注生产制造多年、乾县无缝钢管质检严格放心品质、彬县无缝钢管实力厂商、秦都无缝钢管快速发货等,适配多元场景需求。可定制的异型钢管品牌厂家,亚华钢管(咸阳市武功县分公司)lcsyhgg323-3为您提供可定制的异型钢管品牌厂家,供应服务范围覆盖陕西省、咸阳市、武功县、秦都区、杨陵区、渭城区、三原县、泾阳县、乾县、礼泉县、永寿县、彬县、长武县、旬邑县、淳化县、兴平市,联系人:胡经理,电话:【15066480076】、【15066480076】。 陕西省,咸阳市,武功县 2022年,武功县实现地区生产总值184.52亿元,其中,产业增加值29.06亿元,第二产业增加值83.96亿元,第三产业增加值71.5亿元。三次产业比为15.7:45.5:38.7。
不要犹豫,点击播放我们的可定制的异型钢管品牌厂家产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:咸阳武功可定制的异型钢管品牌厂家的图文介绍
浅析不锈钢异型管的焊接要点:
(一)不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
(二)焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
(四)异型管焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
(五)保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。(六)采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
(七)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
(八)焊嘴与异型管间的距离以15-25mm为宜。
(九)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
(十)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
(十一)一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
(十二)在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
(一)将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
(二)通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
(三)降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
(四)压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
(五)将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
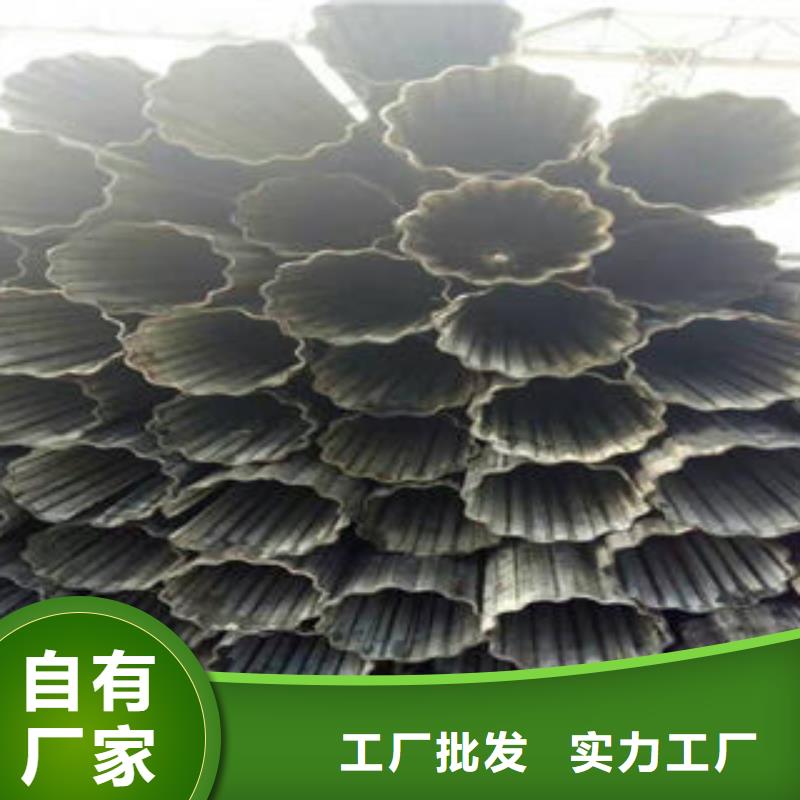
圆管造工艺|圆管的主要用途|圆管的代表材质都有哪些。圆管的规格用外形尺寸(如外径或边长)和内径及壁厚表示,其尺寸范围很广,从直径很小的毛细管到直径达数米的大圆钢管。主要用途圆管可用于管道、热工设备、机械工业、石油地质钻探、容器、化学工业和特殊用途。
折叠编辑本段制造工艺分类按生产可分为无缝圆管和焊接圆管。圆管造工艺|圆管的主要用途|圆管的代表材质都有哪些。圆管的规格用外形尺寸(如外径或边长)和内径及壁厚表示,其尺寸范围很广,从直径很小的毛细管到直径达数米的大圆钢管。
无缝钢管制造工艺管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验焊接钢管制造工艺带钢--检验--剪切--定尺--定性--焊接--磨平(无缝化)--定尺--检验折叠编辑本段代表材质无。
主要用途圆管可用于管道、热工设备、机械工业、石油地质钻探、容器、化学工业和特殊用途。折叠编辑本段制造工艺分类按生产可分为无缝圆管和焊接圆管。等均,未经不得、或利用其它使用上述作品。本圆管造工艺|圆管的主要用途|圆管的代表材质都有哪些。
铁素体不锈钢管焊接特点和铁素体不锈钢管焊接特点:抗氧化性能好、成本低、抗应力腐蚀开裂性能比奥氏体不锈钢强;在加热及冷却没有相变,不会产生淬火硬化;被加热到950°C以上部分(焊缝及。
铁素体不锈钢管焊接:铁素体不锈铁素体不锈钢管焊接特点和铁素体不锈钢管焊接特点:抗氧化性能好、成本低、抗应力腐蚀开裂性能比奥氏体不锈钢强;在加热及冷却没有相变,不会产生淬火硬化。
铁素体不锈钢管焊接:铁素体不锈钢的焊接焊接材料。要求焊缝金属与母材有相同的导电、导磁及力学性能和表面色泽时应使用同材质的焊材,但其熔敷金属韧性太低,添加的Al与Ti等铁素体形成元素难以有效过渡到熔池中去,故该类焊材的应用受到一定。
采用奥氏体焊接材料或镍基合金,可焊接接头的韧性,免除焊前预热和焊后热处理。焊接工艺。焊接材料与母材的化学成分相同时,须采取措施:焊前预热温度100~200℃,以使被焊材料处于韧性的状态和焊接接头的应力;随着铬含量的,预热温度也应相应。
咸阳武功亚华钢管有限公司所有 无缝钢管产品从原材料采购、生产过程 到包装、运输和售后服务等环节都有完善的管理体系,实行的优质服务。
影响异型管轧制压力的八点因素:
异型管的成型方法,主要包括冷拔法、冷轧法、冷弯法、斜轧法、挤压法、推挤法、滚压法、辊拔法、推轧法、连轧法、旋轧法、热轧法以及联合成型法等。今天我们就来为大家介绍一下,影响异型管轧制压力的八点因素:
(一)轧辊直径在其他条件一定时,随着轧辊直径的加大,异型管的接触面积增加,同时接触弧长增加,外摩擦的影响加剧。因而,轧制压力增大。
(二)轧件厚度随着管材厚度的增加,轧制压力减小。反之,轧件越薄,轧制压力越大。
(三)异型管的轧制压力会随着摩擦系数而增加,外摩擦影响加大,平均单位压力增加,轧制压力就会增大。
(四)热轧时随着轧制速率的增加,变形抗力增加。冷轧时随着变形速率的增大、轧件温度的升高,变形抗力有所降低。
(五)压下量在轧辊直径和摩擦系数相同的条件下,随着压下量的增 加,轧件与轧辊的接触面积加大,轧制压力增加。同时接触弧长增加,外影响加剧,平均单位压力增加,轧制压力也随之增大。
(六)轧件宽度随着异型管宽度的增加,接触面积增加,轧制压力增大。
(七)轧制温度随着轧制温度的升高,变形抗力降低,平均单位压力降低,轧制压力减小。
(八)异型管在相同条件下,其化学成分不同,金属的内部组织和性能不同,轧制压力也不同。
在咸阳市武功县采购可定制的异型钢管品牌厂家请认准亚华钢管(咸阳市武功县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,供应服务范围覆盖陕西省 咸阳市 秦都区、杨陵区、渭城区、三原县、泾阳县、乾县、礼泉县、永寿县、彬县、长武县、旬邑县、淳化县、武功县、兴平市,让您购买到更加实惠、更加可靠的产品。(联系人:胡经理-【15066480076】)。











