


以下是:安徽省芜湖市商丘睢县套筒式声测管源头厂家的产品参数
产品参数 产品价格 3.00/米 发货期限 1 供货总量 800000 运费说明 送货 小起订 1 质量等级 1级 是否厂家 是 产品材质 Q195 产品品牌 鑫亿呈 产品规格 50/54/57 发货城市 河北 产品产地 河北 加工定制 深加工 产品型号 50-54-57 可售卖地 全国 产品重量 4公斤 产品颜色 黑色 质保时间 5年 外形尺寸 圆形 适用领域 桥梁,桩基 是否进口 否 质量认证 已认证 产品功率 500 工作温度 25 范围 商丘睢县套筒式声测管供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 镜湖区、弋江区、鸠江区、三山区、繁昌区、南陵县、无为市等区域。 商丘睢县套筒式声测管源头厂家,鑫亿呈钢管(芜湖市分公司)为您提供商丘睢县套筒式声测管源头厂家,联系人:刘经理,电话:【18833761560】、【18833761560】。 安徽省,芜湖市 芜湖市,古称鸠兹,安徽省辖地级市,位于中国华东地区、安徽省东南部,是安徽省域副中心城市,长江三角洲中心区城市,G60科创走廊的重要城市之一,介于东经117°40′~118°44′、北纬30°19′~31°34′之间,北与合肥市、马鞍山市毗邻,南与池州市接壤,东与宣城市相连,西与铜陵市交界,总面积6009.02平方千米。截至2022年末,芜湖市下辖5个区、1个县,代管1个县级市,常住人口373.1万人。
【全新视界!】商丘睢县套筒式声测管源头厂家产品视频,带你领略产品新风尚!
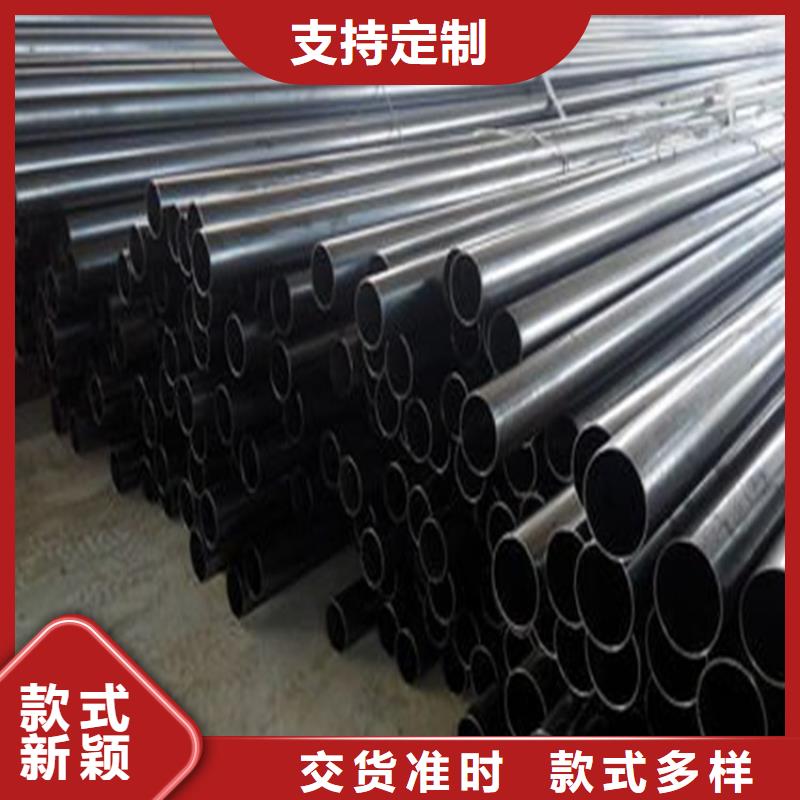
以下是:安徽芜湖商丘睢县套筒式声测管源头厂家的图文介绍
螺旋式超声波探测管及特点:一、螺旋式安徽芜湖声测管便捷性:螺旋式超声波探测管简易连接、安徽芜湖声测管无须现场焊接,采用螺旋式连接,螺旋带动双扣,锁紧密封胶圈,轴向端密封,有效防松动,防渗漏,方便快捷可靠,降低成本。安装每个接头用时不到1分钟,大大节约了工时且无须任何技术支持。不需工地以外的准备工作、不需任何设备、简便快捷(比传统的方法快5倍)、容易固定于钢筋笼架、不受恶劣天气的影响。二、螺旋式超声波探测管经济性:在较深的桥梁钻孔灌注施工中,对于钻孔灌注检测规范要求采用声波透射法检测桩基质量;按照设计要求应该埋设安徽芜湖声测管,普通的120cm-180cm桩径的桩基需埋设三根,在常规设计中一般要求采用的外径50-60mm的钢管,厚度在3.Omm左右,施工中使用外加套管现场焊接,采用这种方法所需成本较高。我公司生产的安徽芜湖声测管的施工成本只占普通焊管施工成本的60%左右,大大降低了施工成本。三、螺旋式桩基检测管性:桥梁桩基在混凝土灌注时对安徽芜湖声测管密封性,抗渗漏、抗压等方面要求特别严格,稍有不甚将造成堵管或管变形,普通焊管在施工中均由各施工队负责安徽芜湖声测管的焊接工作,无法检测管壁、接口及管底封口的密封及抗渗漏性;很难保证质量。而我公司生产的安徽芜湖声测管均需通过三道检测工序(即初检、气检、水检),出厂产品合格率为100%,从而保证产品满足施工技术要求。
客户导向,彰显特色、打造客户心中的一线品牌-安徽芜湖鑫亿呈钢管有限公司,公司主营: 声测管,注浆管,冷却管,沉降板,欢迎询价。
安徽芜湖声测管是在底管和中管或者顶管的一端分别焊接法兰接头,然后在法兰接头的中间部分放上密封圈,然后两根管对接通过螺丝连接。安徽芜湖声测管具有密封性强,安装简单,无需专用工具的特点,所有施工单位的工人就可以安装。它是目前比较方便快捷的声测管之一。安徽芜湖声测管可直接固定在钢筋笼内侧上:固定方式可采用焊接或绑扎,管子之间应基本上保持平行-若检测结果需对各测点混凝土的强度做出评估,则不平行度应控制在1‰以下。钢筋笼放入桩孔时应防止扭曲。管子一般随钢筋笼分段安装,每段之间的接头可采用反螺纹套筒接口或套管焊接方案。无论那种接头方案都必须保证在较高的静水压力下不漏浆,接口内壁应保持平整,不应有焊渣、毛刺等凸出物,以免妨碍探头的自如移动,安徽芜湖声测管的底部也应密封,安装完毕后应将上口用木塞堵住。
安徽芜湖声测管对焊接质量有哪些要求:分析安徽芜湖声测管厂家在生产中对焊接质量有什么要求:1 输入热量因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:N = Ep·Ip式中 N——输出功率,kW;Ep——屏压,kV;Ip——屏流,A〔1〕当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。安徽芜湖声测管厂家在生产中对焊接质量有什么要求?2 焊接压力焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。由于安徽芜湖声测管管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。3 焊接速度焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在安徽芜湖声测管厂家时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。因此在安徽芜湖声测管厂家时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。4 开口角开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。
商丘睢县套筒式声测管源头厂家,鑫亿呈钢管(芜湖市分公司)为您提供商丘睢县套筒式声测管源头厂家产品案例,联系人:刘经理,电话:【18833761560】、【18833761560】。













