
以下是:河南省球墨铸铁管大规模厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 球墨铸铁管大规模供应范围覆盖河南省 郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市等区域。 【华夏联丰】持续拓展产品矩阵,现有焦作球墨铸铁管买的放心安兴用的舒心、濮阳球墨铸铁管专心专注专业、新乡球墨铸铁管质量为本、周口球墨铸铁管服务始终如一、信阳球墨铸铁管优选好材铸造好品质等,满足不同场景需求。在河南省采购球墨铸铁管大规模厂家请认准华夏联丰铸造(河南省分公司)hxlfzz94-3,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,供应服务范围覆盖河南省 郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-【13698652159】)。 河南省 河南省,简称“豫”,中华人民共和国省级行政区,省会郑州,是全国农产品主产区和重要的矿产资源大省、人口大省、重要的综合交通枢纽和人流、物流、信息流中心、全国农业大省和粮食转化加工大省。河南省位于中国中东部、黄河中下游,东接安徽、山东,北接河北、山西,西连陕西,南临湖北,总面积16.7万平方千米。
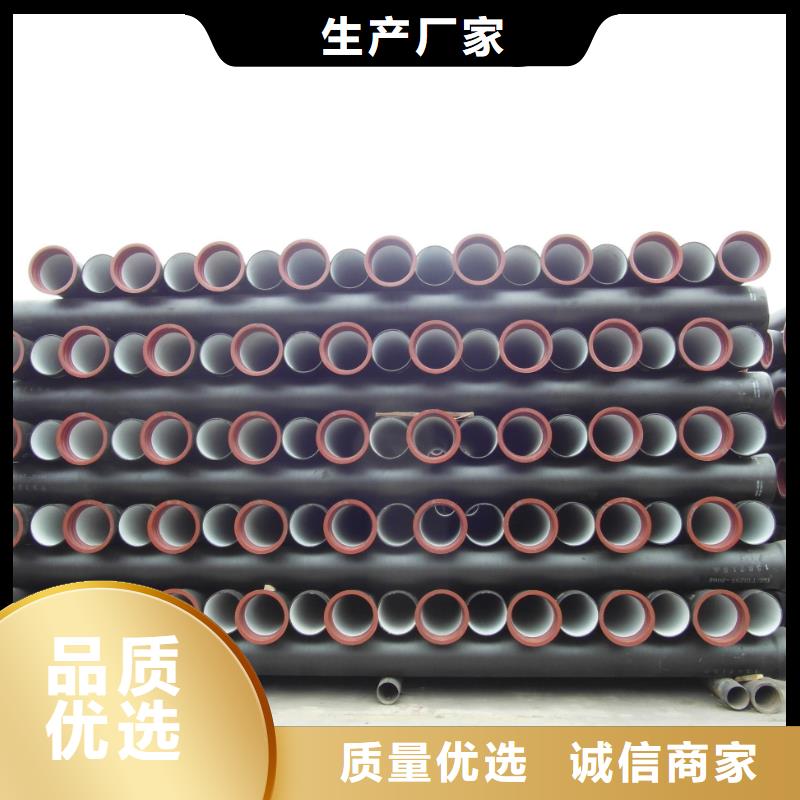
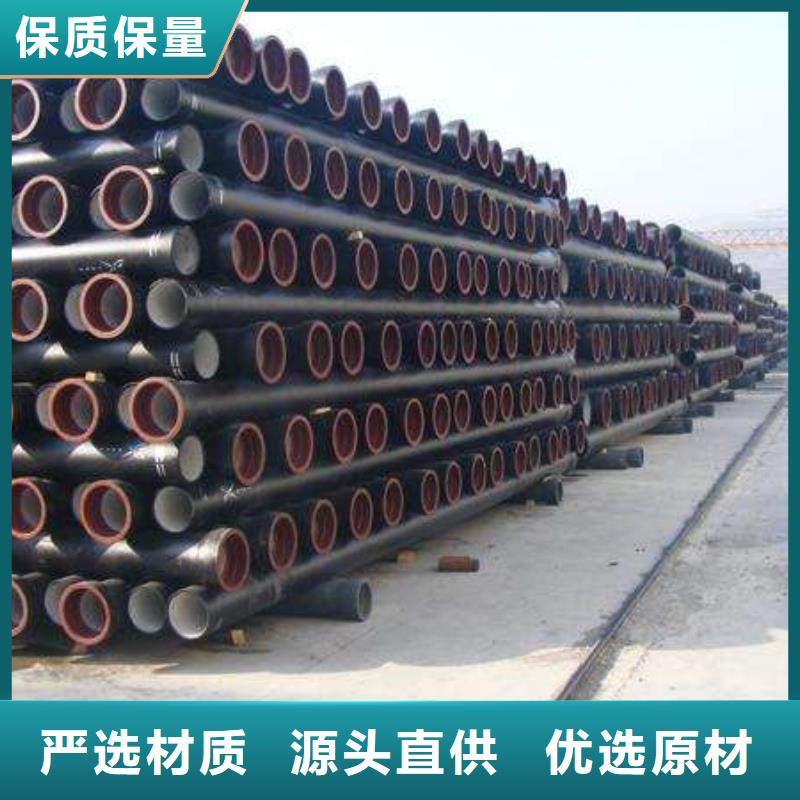
球墨铸铁管大规模厂家的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。以下是:河南球墨铸铁管大规模厂家的图文介绍
在k9球墨铸铁管价格再次创下新高之后,是会将这样的疯狂行情继续下去,还是会遭遇“倒春寒”?有消息传出,自今日15:00起,在确保生产的前提下,唐山市所有焦化企业行业立即停止出焦、装煤,并将出焦时间延长至48小时;所有钢铁企业烧结机停止生产,高炉焖炉;所有轧钢、铸造企业停止生产。不少商家认为此轮k9球墨铸铁管价格疯涨的原因主要是金融资本利用去产能进行炒作。尽管如此,随着需求逐渐释放,预计短期内上海k9球墨铸铁管市场价格或将震荡上行。 大连k9球墨铸铁管市场价格小幅上涨。大连地区工地开工缓慢仍未启动,需求仍旧停滞暂无,商家暂时多跟涨观望。期货方面:今日螺纹主力午间升入点午后开盘下行,今日结算价格:3421元,下跌31元,幅度-0.91%。成交方面:由于下游所需终端尚未启动,本地k9球墨铸铁管市场有价无市需求清淡,成交暂无,库存压力相较越发明显增大。综合来看:沈阳地区需求尚未启动,同步库存压力较大,预计短时间内大连k9球墨铸铁管市场会维稳调整。
在我国很多地区,球墨铸铁管在中、小口径的给管与管之间的联接,采用承插式或法兰盘式接口方法;球墨铸铁,容许有必定限制的转角有优胜的抗震性和密封性。使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管道。工业上使用的球墨铸铁管非常的受欢迎,但是很多人在买的时候还是买不到正规的,或者是各种问题的出现,使得质量就更加难说了,有的时候还需要判断一下用的材料会不会生锈,这个可能会跟铁元素以及钢的含量有关,因为一些不锈管的可能就会有一定的防腐蚀的防御功能,若是选择的这样的才能增加它的使用时间。 工业上使用的与普通的使用其实在很大程度上是 不一样的,有的型号不适合工业上使用,对于它的质量要求比较高,型号也是分的特别细,规格也比较多样化,这些在普通中是没有。所以在选择上还是要根据实地的状况去选择,一般使用需要它做搭建的基础,在上面放比较重的东西,在这个的选择上是需要承受力比较强的管道,才能使得它的作用发挥的更大。
河南华夏联丰铸造有限公司通过多年研发 球墨铸铁管产品.耐用可靠.适应各种安装要求.已在 球墨铸铁管业界享有一定的认知度.深得广大用户一致信赖.本着精益求精的精神.所有 球墨铸铁管产品都是采用优良材料生产精制而成.符合质量监督检测标准. 本公司抱着认真、负责、锐意进取的态度、保证 球墨铸铁管产品质量和售后服务,赢取天下客户的赞许,为客户作出的保证,同时诚望与各新老客户能力合作、共同拓展。
灰口铸铁的补焊工艺. 冷焊法. 电弧焊冷焊法就是焊件在焊前不预热,焊接过程中也不辅助加热,因此可以加速焊补生产率,降低成本,改善劳动条件,减少焊件因预热时受热不均匀而产生的变形和焊件已加工面的氧化.目前冷焊法正在推广,并迅速发展.但是冷焊法在焊接后因焊缝及热影响区的冷却速度很大,极易形成白口组织.此外因焊件受热不均匀,常形成极大的内应力,会造成裂纹,在冷焊时应注意以下几点: ① 焊前应彻底清理油污,裂纹两端要打上裂孔,加工的坡口形状要保证便于焊补及减少焊件的熔化量。 ② 采用钢芯或铸铁芯的以外的焊条,小直径焊条应尽量用小的焊接电流,以减少内应力和热影响区的宽度。 ③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷却后再焊。 ④ 采用分段倒退焊.这样可以降低拉应力,对防裂有好处。 ⑤每项焊一短焊道后,用圆头锤沿焊逢向外锤击。 冷焊焊条按焊后焊缝的可加工性分为两大类:一类用于焊后不需要机械加工的铸件,如钢芯铸铁焊条(EZCQ),只适用小型薄壁铸件刚度不大部位的缺陷焊补;另一类用于焊后需要机械加工的铸件,如纯镍焊条(EZNi-1)镍铁铸铁焊条( EZNiFe-1)镍铜铸铁焊条(ENiCu-1)等。 热焊法 热焊法是在焊接前将焊件全部或局部加热到600-700℃,并在焊接过程中保持一定温度,焊后在炉中缓冷的焊接方法。用热焊法时,焊件冷却缓慢,温度分布均匀,有利于白口组织,减少应力,防止产生裂纹。但热焊法成本高,工艺复杂,生产周期长,焊接时劳动条件差,因此应尽量少用。 气焊焊补灰口铸铁的补焊工艺: 气焊火焰温度比电弧温度低得多,因而焊件的加热和冷却比较缓慢,这对防止灰口铸铁在焊接时产生的白口组织和裂纹都很有利。所以用气焊焊补的铸件质量一般比较好,因气焊成为补焊铸铁的常用方法。但气焊与焊条电弧焊相比,焊工的劳动强度高,焊件变形较大,焊补大型铸件时难以焊透。但由于气焊铸件的质量较好,易切削加工,使许多工厂中的中小型灰口铸件,还是较多用气焊焊补。 焊前准备 ① 在焊件完毕后,检查缺陷.焊件上的缺陷可起码接观察,也可用10-20倍的放大镜查找。 ② 裂纹找出后,在裂纹的两端钻直径φ4-6mm的 裂孔,以防止裂纹扩展.焊接灰口铸铁时可选用铸铁焊丝,丝401A或丝401B. 焊接时气焊熔剂选用气剂201,铸铁气焊熔剂熔点为650℃成碱性,能将铸铁气焊时产生的二氧化硅(熔点为1350℃)变为易熔的盐类.铸铁用气焊熔剂进行灰口铸铁补焊时,应选择较大号的焊炬,以提高焊接头焰效率,有利于气孔夹渣等缺陷.焊嘴孔径可根据焊补处的壁厚确定。 山东华夏联丰铸造有限公司
选购球墨铸铁管大规模厂家来河南省找华夏联丰铸造(河南省分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-【13698652159】,地址:[城阳区双元路]。











