
以下是:青海省玉树市精密钢管厂家量身定制的产品参数【盛联】以匠心打造多元场景产品,涵盖西宁无缝方矩管认准大品牌厂家、海西无缝方矩管实地大厂、黄南无缝方矩管种类多质量好、海北无缝方矩管N年大品牌、果洛无缝方矩管适用范围广等。精密钢管厂家量身定制,盛联管业(玉树市分公司)lcsslgy461-3为您提供精密钢管厂家量身定制,供应服务范围覆盖青海省、西宁市、海东市、海北市、海南市、海西市、玉树市、果洛市、黄南市,联系人:潘经理,电话:【15106800538】、【15106800538】。 青海省,玉树藏族自治州 玉树藏族自治州(藏语名:??????????????????????????????),首府驻玉树市,是青海的8个地级行政区之一,藏语意为“遗址”,是青海省个、中国第二个成立的少数民族自治州;地势南北高、中间低,西高东低;属典型的高寒性气候。全州总面积26.7万平方千米,下辖1市、5县。根据第七次人口普查数据,截至2020年11月1日零时,玉树藏族自治州市常住人口为425199人。
不要犹豫,点击播放我们的精密钢管厂家量身定制产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。以下是:青海玉树精密钢管厂家量身定制的图文介绍
工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,高精度冷拔管的总需求量约为120万米。水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。石油地质管:全国各油田每年需抽油泵3万台以上,年消耗高精度管20—40多万米、此外还可用本项技术精整各类钻杆。兵器工业:军工部门现在用旋压方法加工枪炮管,旋压方法生产率低而成本高,用冷拔方法生产则更为合适。轴承行业:目前滚动轴承座圈的生产,以圆钢为原料,切片后经冲压制成。大轴承座圈还将实心棒料掏空来制作,金属利用率不到40%,迫切需要高精度、轴承钢厚壁管材。汽车工业:95年传动轴用精密管6000吨,半轴套管1万吨和各种输油管等。航空工业:铝合金飞机起落架管和厚壁钢管等。千斤顶行业:我国千斤顶制造有相当实力,出口创汇前景可观。各生产企业目前千斤顶缸多采用实心棒料加工,生产效益低,材料浪费高,对高精度冷拔管需求迫切。其他领域:各种印染辊、辊道托辊用管、不锈钢管、铝管、铜管、异型管及内外复合管等等均可采用本项技术生产。 冷轧精密钢管会出现椭圆因为轧辊磨损或开口角度过大,可用半径规看,一般轧普碳钢开口角度要小,轧不锈钢可开大一点。相应薄壁管椭圆几率要大一些。建议换开口小点的轧辊。高精度冷拔精密精密钢管是一种新型钢管品种,其主要特点是高精密度。通常有二辊轧机和三辊轧机生产两种生产工艺,三辊轧机生产冷轧无缝钢管的精密度要高一些,可控制在几丝之内,但价格相对要高一些。精密无缝管含碳量比较适中,所以有着非常好的韧性和强度,但是为了能获得更好的机械性能,所以就要对精密无缝管进行调质,下面我们就来看一下这个过程。 精密无缝管调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。通过高温回火,得到以均匀回火索氏体为主的显微组织。正火:正火是将钢加热到临界温度以上,使钢全部转变为均匀的奥氏体,然后在空气中自然冷却的热处理方法。它能过共析钢的网状渗碳体,对于亚共析钢正火可细化晶格,提高综合力学性能,对要求不高的零件用正火代替退火工艺是比较经济的。 淬火:淬火是将钢加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度急速冷却,而获得以马氏体为主的不平衡组织的热处理方法。淬火能增加钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。而高速钢的淬火剂可以是“风”,所以高速钢又被称为“风钢”。回火:将已经淬火的钢重新加热到一定温度,再用一定方法冷却称为回火。其目的是淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。调质处理:淬火后高温回火的热处理方法称为调质处理。高温回火是指在500-650℃之间进行回火。调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。
精轧管技术包括连轧、精轧管、三辊轧管、CPE顶管、挤压管等。其中20#精轧管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。 孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。 提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20号精轧管机设计φ508mm或φ530mm机型完全可能。 穿孔机和轧管机钢管旋转方向的研究:绝大多数机组的布置中,穿孔机和轧管机都采用与轧制荒管同向旋转的工艺设计,钢管管体和内外表面质量良好。但在20#精轧管机组出现过一种情况:精轧管机轧制荒管的旋转方向与穿孔钢管旋转方向相反的工艺和布置,其轧制钢管质量良好,对此现象,还需进一步研究分析。锥形辊穿孔机的选型:锥形辊穿孔机的轧辊有立式布置和卧式布置之分,使用中两种方式都存在。但是,立式布置,下轧辊轴承等部件工作条件较卧式布置恶劣,水、氧化铁皮侵蚀性大;下轧辊的磨损较上轧辊大,立式设备基础较卧式布置深,匹配的行车位置高,但卧式布置更容易更换导盘、导板。对于研发人员,机型的设计是今后研究的一个要点。
在 无缝方矩管市场竞争日趋激烈的今天,青海玉树盛联管业有限公司将以严格的产品质量、合理的交易价格、优质的售后服务、诚信的商业信誉为基础,按照“至善至美、互利双赢”的公司价值观,凭借着素质过硬、年轻精干的员工队伍,本着“顾客至上的服务”的经营理念,与广大 无缝方矩管业务伙伴精诚合作,共同发展,共创美好未来!
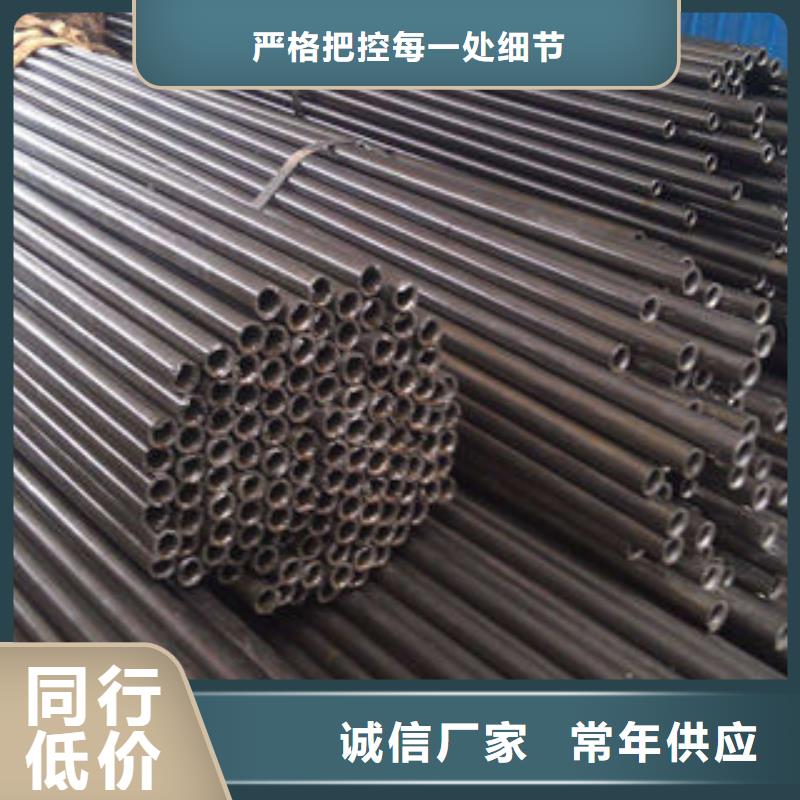
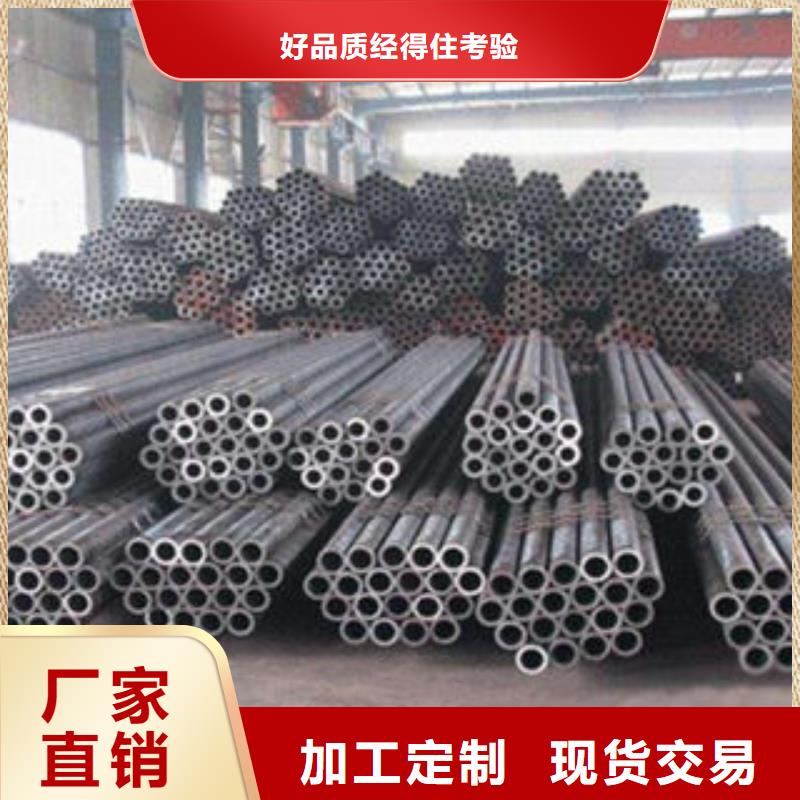
无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,一般表面多为黑色,黑色为钢管进行普通退火时产生的氧化皮。精密钢管是近几年出现的无缝钢管的衍生产品,主要是内孔、外壁尺寸有严格的公差及粗糙度要求。冷拔(轧)精密钢管的特点:外径更小, 少外径可以做到4mm 左右。精度高可做小批量生产,小公差可以达到 0.03mm 左右。冷拔(轧)成品精度高,表面质 量好,有很好的表面光洁度,有的可以达到镜面要求。钢管横面积更复杂,可以做出各种特殊形状,如六角形,梯形,U型......钢管性能更优越,金属比较至密, 钢管强度升高,能承受更大的压强及机械力。高精度冷拔精密钢管是一种新型高技术节能产品。近年来,采用本项技术生产的精密钢管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精密钢管的推广应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。 生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。 生产工艺流程如下:进料——外观检查——机械清理——机械清理——退火——矫直——管头加工——酸洗——中和——水洗——鳞化——皂化——拉拔——检查——切定尺——珩磨——端部加工——矫直——总装——试压——装箱
精密钢管厂家量身定制_盛联管业(玉树市分公司),固定电话:【15106800538】,移动电话:【15106800538】,联系人:潘经理,开发区工业园。











